
TM 5-6115-400-35
e. Valve Seat Inserts.
mended press fit cannot be obtained when installing new
(1) Removal. Inspect the valve seat inserts.
standard size valve seat inserts, the bores must be
If they are loose, cracked or pitted, new
machined .005 inch larger than their original I.D. and
inserts must be installed. The valve seat
.005 inch oversize valve seat inserts must be installed.
inserts are a press fit in the cylinder head.
Refer to table 2.1 for O.D. of valve seat inserts and
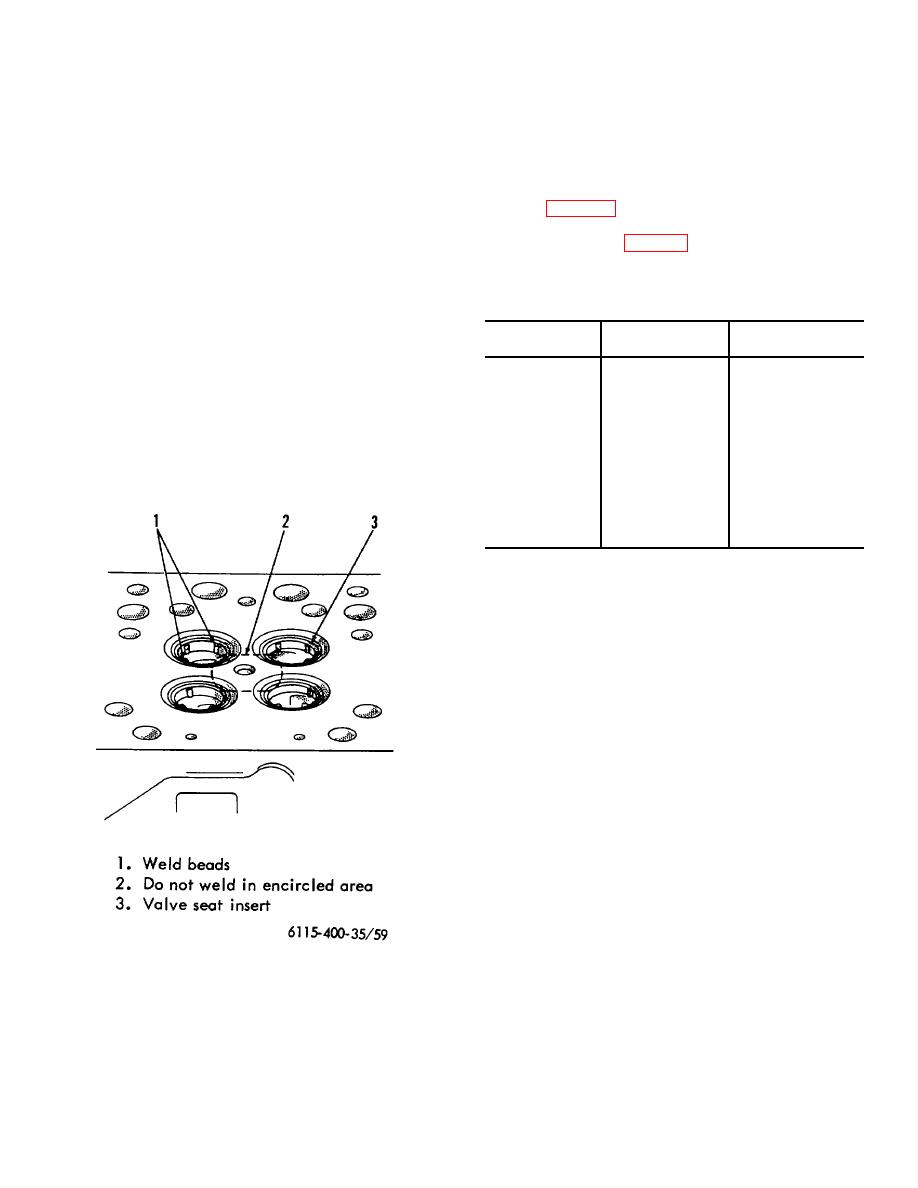
Remove valve seat inserts by electric
corresponding I.D. of bores in cylinder head. The
welding three small beads on inside
dimensions shown in table 2.1 provide an interference fit
circumference of the insert as shown in
of .002 inch to .004 inch for intake valve seat inserts
figure 59. Allow insert to cool, then lift out
and .002 inch to .0035 inch for exhaust valve seat
or pry out with a bar.
inserts.
Caution
Table 2.1. Valve Insert Dimensions
Do not weld in encircled area (fig.
Valve Seat
O.D. of New
Insert Bore in
59). Protect machined surfaces from
Insert
Insert
Cylinder Head
arc splatter.
Standard
(2) Installation.
Size-Intake 1.6445 inch-
1.6415 inch-
(a) It is imperative that the original
.005 inch
1.6455 inch
1.6425 inch
press fit be maintained between
Oversize-
1.6495 inch-
1.6465 inch-
new inserts and insert bores in the
Intake
1.6505 inch
1.6475 inch
cylinder head. If insert bores in
Standard
cylinder head are damaged or worn
Size-
1.6105 inch-
1.6075 inch-
enough so that the recom-
1.6110 inch
1.6085 inch
.005
Oversize-
1.6155 inch-
1.6125 inch-
1.6160 inch
1.6135 inch
(b) Make
certain
valve
seat
counterbores in cylinder head are
clean, free of burrs, and of the
correct size to assure the specified
interference fit (refer to table).
(c) Chill inserts for 2 to 4 minutes in a
dry ice container or cold box.
(d) Place cylinder head bottom side up
on a bench.
Thoroughly clean
counterbores for the inserts with
compressed air and start an insert
into the counterbore (valve seat
side up). Inserts must be started in
place "true" with the counterbore in
the cylinder heads.
(e) Using a valve seat insert installing
tool, drive insert down tightly into
counterbore. This operation must
be done quickly while insert is cold.
Figure 59. Beads welded on valve seat inserts.
93
