
TM 5-6115-400-35
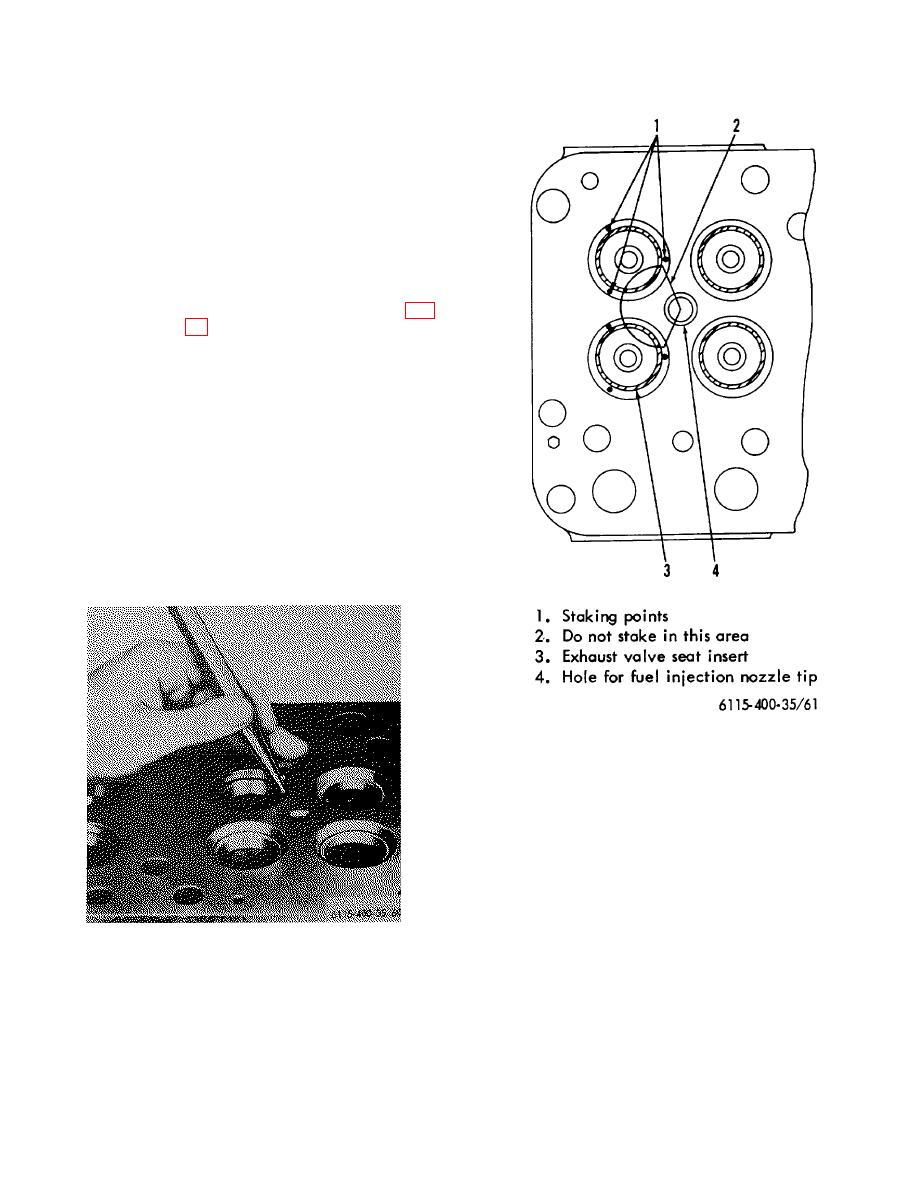
(f) After the inserts have been
installed, the exhaust valve seat
inserts must be staked to eliminate
the possibility of the insert loosening
in its bore. It is not necessary to
stake the intake valve seat inserts.
Using a center punch and hammer,
stake each exhaust valve seat
insert at 3 points approximately
1200 apart, as illustrated in figures
60 and 61, being careful not to
stake in the semi-circled area (fig.
(g) It will be necessary to refinish valve
seat inserts with a grinder (refer to
following para).
f. Valve Face and Valve Seat Grinding.
(1) Before installing either new valves or
valves used previously, valve seats in
cylinder heads should be inspected for
proper valve seating. If previously used
valves are to be reinstalled, valve stems
should be cleaned and valve faces ground
to their specified angles of 45for exhaust
valve and 30for intake valve. When re-
facing valves, remove all evidence of
pitting and grooving. The valve guide
should be cleaned
Figure 61. Exhaust valve seat inserts staking
points.
with a nylon brush. If bore in valve guide
is worn oblong, or if valve head is warped
relative to valve stem, the necessary
parts must be replaced.
(2) When new valve seat inserts are installed,
or previously used inserts re-seated,
refinishing must be done with a valve seat
grinder set.
Note
It is important that the valve grinder
Figure 60. Staking exhaust valve seat inserts.
set be used according to the
manufacturer's directions.
94
