
TM 5-6115-400-35
Caution.
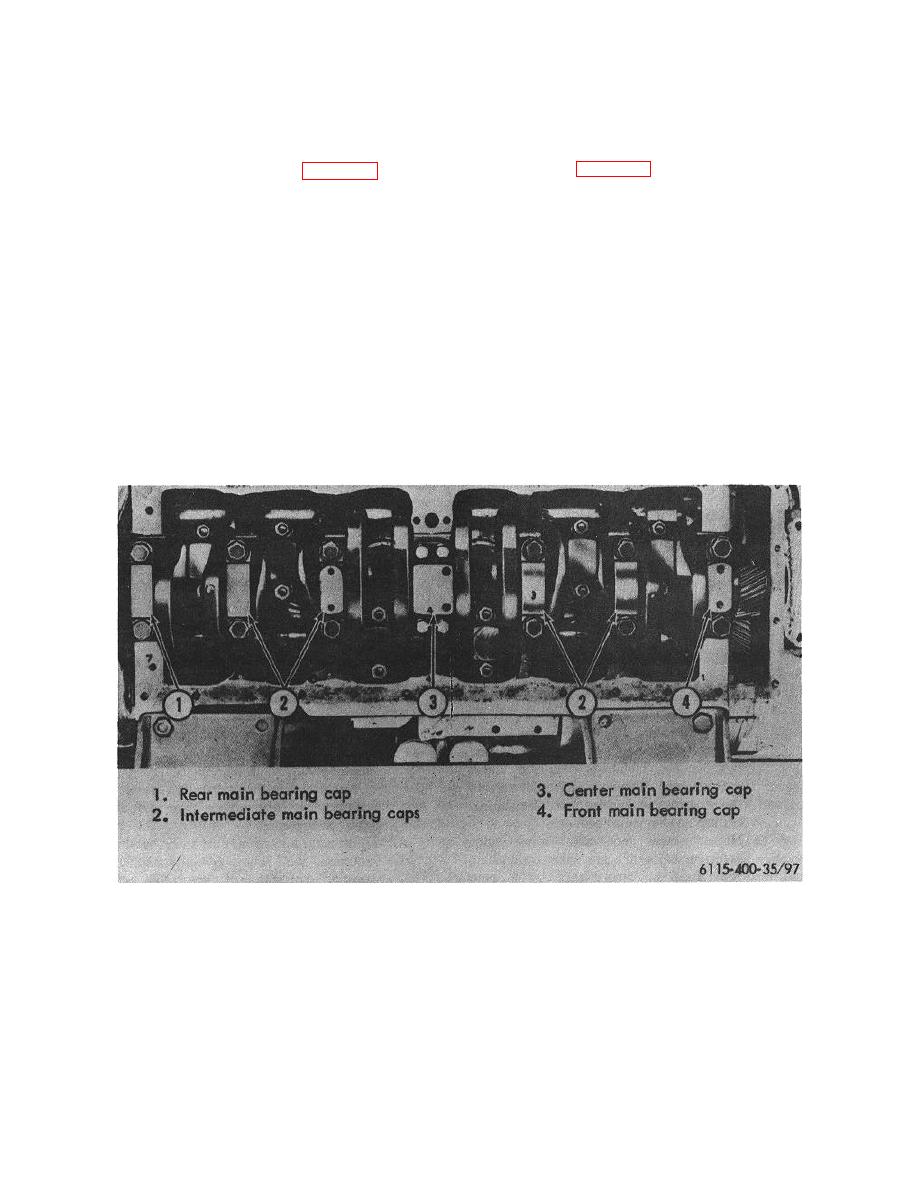
(5) Install main bearing caps with numbers
Make certain that timing mark on
facing camshaft side of the engine and
corresponding to number stamped on
crankshaft gear is alined with timing
lower edge of cylinder block as shown in
marks on camshaft gear, when
crankshaft is installed. See figure 85.
attaching capscrews and hardened
(3) Place the lower halves of the main
washers.
bearing shells in position on the dowel pin
(6) Using a torque indicating wrench, tighten
in the main bearing caps.
the 7/8 inch capscrews with hardened
Caution.
washers to a torque of 370 to 380 ft. lbs.
Make certain the backs of the bearing
Tighten the center main bearing 5/8 inch
shells are free from dirt and grit
capscrews with hardened washers to a
particles.
torque of 160 to 170 ft. lbs.
(4) The bearing caps are numbered 1, 2, 3,
Caution.
etc., indicating their respective positions.
Do not overtighten main bearing
Before installing center main bearing cap,
capscrews. If these capscrews are
insert upper thrust flanges (flanges
overtightened, bearing caps may be
without dowel pin holes) with oil grooves
distorted, causing bearings to be
of thrust flanges located next to cheeks of
drawn tight against the crankshaft
the crankshaft.
Position lower thrust
and premature failure will result. The
flanges on dowel pins, with the oil grooves
in the thrust flanges to the outside of the
crankshaft should turn freely after all
bearing cap.
capscrews are
Figure 97. Main bearing caps locations.
134
