TM5-6115-593-34
NAVFAC P-8-631-34
TO-35C2-3-463-2
removing only enough material to make
block usable.
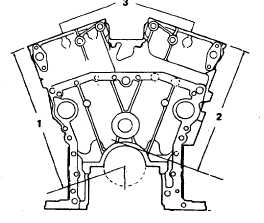
(c) Check distance from centerline of main
bearing to top of block (1, figure 13-52).
Refer to tabulated data in Chapter 1 for
dimensions.
(d) Finish surfaces to 125 rms.
(e) Resurface counterbore to obtain proper
linear protrusion. Check liner to block
contact in crevice seal area.
Figure 13-52. Cylinder Block Height
Checking Location
(7) Cylinder Head Capscrew Threads.
(a) Drill out old threads with 23/31 inch drill
to a depth of 1-7/8 inch drill to a depth
of 1-7/8 inches (47.63 mm) from the
cylinder block top surface.
(b) Tap drilled hole to a depth of 1-3/4 inch
(44.45 mm).
(c) Install heli-coil insert with inserting tool
until it is 1/2 inch (12.70 mm) below top
surface. Break off insert tang using a
punch and hammer, not an inserting
tool.
d.
Overhaul and Rebuilding of Cylinder
Block. Proceed as follows:
(1) Cylinder Liner Counterbore.
(a) Check upper liner counterbore and
remove burrs and dirt so liner will enter
cylinder block without distortion. If
counterbore exceeds limits listed in
Chapter 1 for the top 0.400 inch (10.16
mm) depth, mark block for counterbore
repair. The counterbore ledge must be
smooth and perpendicular to the liner
bore to within 0.005 inch (0.13 mm)
total
indicator
reading.
Use
straightedge to check flatness of top of
block.
(b) Check counterbore depth so installed
liner will be assembled to correct
protrusion and to determine if refinish of
counterbore
surface
is
necessary.
Depth of counterbore in a new block is
listed in Chapter 1. If worn to or beyond
limit,
the
cylinder
block
must
be
salvaged. If worn less than worn limit,
the surface can be refinished and shims
installed under the cylinder liner to
restore proper protrusion. Refinished
counterbore radius must be 0.025 to
0.30 inch (0.63 to 0.76 mm).
(c) Installed cylinder liners must protrude
0.003 to 0.006 inch (0.08 to 0.15 mm)
above block. To check for proper
protrusion without installing a liner,
proceed as follows:
1.
Measure liner flange outside bead
with micrometer. Do not include
bead on top of liner flange in taking
measurement.
2.
Measure block counterbore
13-100