TM5-6115-593-34
NAVFAC P-8-631-34
TO-35C2-3-463-2
nuts that have distorted threads.
(m) Check bolt hole diameter. If diameter
exceeds 0.6249 inch (15.872 mm),
discard rod.
(n) Check bolt pad radius.
(4) Piston rings.
(a) New rings should be checked in cylinder
liner in which they are to be used to
make sure the gaps are correct.
(b) Insert each ring in mating cylinder liner;
position with head of piston so it is
seated squarely in ring travel area of
liner.
(c) Measure ring gap with a feeler gauge.
Gap should fall within limits specified in
Chapter 1.
(d) Do not file or stone chrome-plated rings;
be certain top and intermediate rings
are installed in chrome plated cylinder
liners.
(5) Piston and piston pin.
(a) Check top and second piston ring
grooves with a segment of new ring and
a feeler gauge. Hold ring in groove,
flush with land and insert 0.006 inch
(0.15 mm) feeler gauge; if gauge enters
groove without forcing or disengaging
ring, wear is excessive and piston
should not be used.
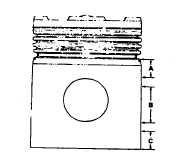
(b) Measure piston skirt diameter with a
micrometer at right angle to piston bore
(A, figure 13-48 for the barrel-ground
pistons), measure straight or tapered
ground pistons at point B, 1 inch (25.4
mm) below ring groove and C, 1 inch
(25.4 mm) above bottom of piston.
Pistons should not be reused if worn
more than indicated in Chapter 1.
(c) Pistons should be checked at room
temperature of 70 to 90°F (21 to 32°C);
refer to tabulated data in Chapter 1.
(d) Piston pin bore check at 70F (21°C)
should fall within limits specified in table
13-2; add 0.005 inch (0.013 mm) per
10F (-12°C) up to 90F (32C).
Figure 13-48. Piston Check Points
(e) Check piston pin outside diameter with
micrometer. Pins should not be reused
if out-of-round more than 0.001 inch
(0.03
mm)
or
worn
smaller
than
indicated in Chapter 1.
c.
Installation. Refer to figure 13-47 and proceed
as follows:
(1) Insert one snap ring (9) in piston pin bore.
(2) Heat piston in water or an oven to 220F
(104C) for 5 minutes.
(3) Insert piston pin (9) through piston and rod
by hand. Lock pin in place with second
snap ring.
(4) Assemble rings to pistons
13-92