TM 9-6115-604-34
NAVFAC P-8-633-34
d. Install.
(1)
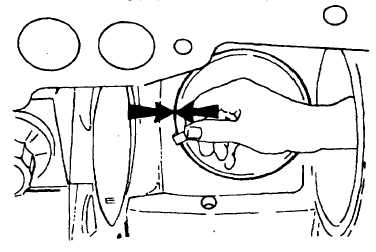
Refer to step (11), below, and install the cylinder liner (27, Figure 9-24) in the cylinder block(58) without the
crevice seal or packings, and check the liner-to-block clearance in the lower bore with a feeler gage (see Figure
9-36). It is desirable that the clearance be in accordance with Table 1-4. It is permissible, however, for a new
liner to contact with the bore provided that the liner is not warped out-of-round because of heavy contact. I
contact is noted, check the liner for out-of-round with a dial bore gage. If the liner is out-of-round over 0.002 inch
(0.05 mm) in the packing area, repair the lower bore in accordance with paragraph 9-31.
(2)
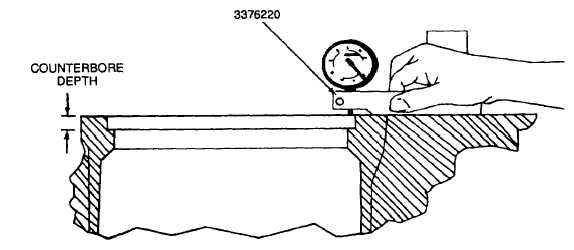
Remove the cylinder liner (27, Figure 9-24) from the cylinder block (58) in accordance with step a(3), above, and
check the counterbore depth (Figure 9-37) in the block using 3376220 or a depth micrometer.
(3)
Measure the thickness of the liner flange (A, Figure 9-35), insert ring (31, Figure 9-24), and shims (if used).
(4)
Add the thickness of the insert-ring (31) and shims (if used) to the flange thickness of the liner (27), and subtract
the depth of the counterbore (insert-ring + shims + liner flange counterbore depth). The obtained is the liner
protrusion, and must be 0.005 to 0.007 inch (0.13 to 0.18 mm). Refer to Table 9-5, and add or subtract shims as
necessary to obtain the correct liner protrusion.
(5)
Apply a 1/16 inch bead of silicone 3801048 in the counterbore of the cylinder block (58), and install the insert-ring
(31) in the counterbore of the cylinder block. If necessary, add shims as selected in step (4), above Shims, if
used, shall be installed between the insert-ring (31) and the liner flange.
Figure 9-36. Checking Cylinder Liner To Lower Bore Clearance
Figure 9-37. Checking Cylinder Block Counterbore Depth
9-69