TM5-6115-585-34
NAVFAC P-8-623-34
TO-35C2-3-455-2
TM-05684C/05685B-34
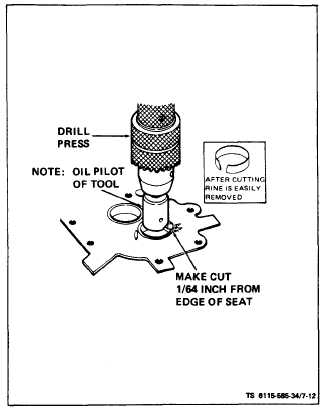
Be careful not to cut into counterbore bottom. See
figure 7-12. Thoroughly clean valve seat counterbore
and remove’ any burrs from the edges. Drive new
valve seat inserts into place. Be certain that each seat
rests solidly on bottom of counterbore at all points.
To make installation easier, heat cylinder head in an
oven at 325°F (163°C) for about l/2-hour. Face each
new seat to a 45° angle. The finished seat face should
contact approximately center of the valve face. Use
Prussian Blue on each valve face to check this. Make
any corrections on the seat, not the valve face. When
new seats are installed and faced, insert valve into
each seat and check clearance from valve head to the
face of cylinder head. This must be at least 0.030
inch. If it is not, regrind the seat.
(4) Valve Springs. Check valve springs (5, figure
7-1 1) on a compression scale. Valve spring data is
given in the table 1-2. Replace any spring that is
weak, cracked or pitted or has ends out of square.
(5) Push Rods. Check that push rod is absolutely
straight. Replace bent or worn push rods.
e. Reassemble.
(1) Push a valve stem oil seal assembly (4) onto
each intake valve guide (6, figure 7-11). Then oil in-
side surface of each seal.
(2) Oil the stem of each valve (8 and 10, figure
7-11) and insert each in its own guide (6 and 9). If in-
take valve (8) is removed with seal in place on guide,
wrap sharp edge of valve notch with cellophane tape
to protect seal bore.
(3) Check each valve for a tight seat.
(4) Using a valve spring compressor (see figure
7-10), compress each valve spring and insert the valve
spring retainer (3, figure 7-11) and retainer locks (2).
Install valve rotator (l).
f. Install (see figure 7-9).
(1) Place head assemblies (8) and gaskets (10)
on cylinder block (9). Install springs (18), washers
(19) and packings (16) on push rod shields (17) and
install assembled push rod shields in cylinder block.
Lift back side of cylinder head and place push rod
shields in place, lower cylinder head in place. Use an
anti-sieze compound on head bolt threads and thread
bolts (4 and 6) and washer (7) into cylinder block (9).
Do not tighten head bolts at this time.
(2) Refer to Operator and Organizational
Maintenance Manual and install intake manifold.
Torque bolts 13-15 ft-lbs (see table l-l). Bend over lock
tabs. Now tighten head bolts 44 to 46 ft-lbs (see table 1-
1) following the sequence in figure 7-13.
Figure 7-12. Valve Seat Replacement
(3) Refer to Operator and Organizational
Maintenance Manual and install mufflers.
CAUTION
I n s t a l l p u s h r o d w i t h l o n g e r s h o u l d e r ed
end toward rocker arm.
(4) Install push rods (15, figure 7-9), rocker
arms (3), rocker arm balls (2) and rocker arm nuts
(l).
(5) Set valve clearance per Operator and
Organizational Maintenance Manual.
(6) Refer to Operator and Organizational
Maintenance Manual and install air shutter assembly
and shroud assembly.
NOTE
After the first 50-hours of operation,
valve clearance.
7-10. PISTON AND CONNECTING ROD.
read just
a. General (see figure 7-14). Each piston (7) is
fitted with three compression rings and an oil control
ring (4). Full floating piston pins connect the piston to
the connecting rod. The pins are held in place with a
retaining ring (5) at each end. The lower end of each
connecting rod contains half shell, precision bearings
(11) and the upper end contains reamed bushings (13).
Change 4
7-13