
TM 5-6115-400-35
(2) Tighten the hex nut until the "C" washer
contacts the front machined surface of the
cylinder block.
Note.
This will push out the old bearing
and pull the new bearing into the
correct position.
(3) Use a wire to make certain the oil hole in
bearing is aligned with the oil hole in the
block.
(4) Reassemble the tool as shown in
Operation No. 2 and install the
intermediate bearing.
(5) Reassemble the tool as shown in
Operation No. 3 and install the other
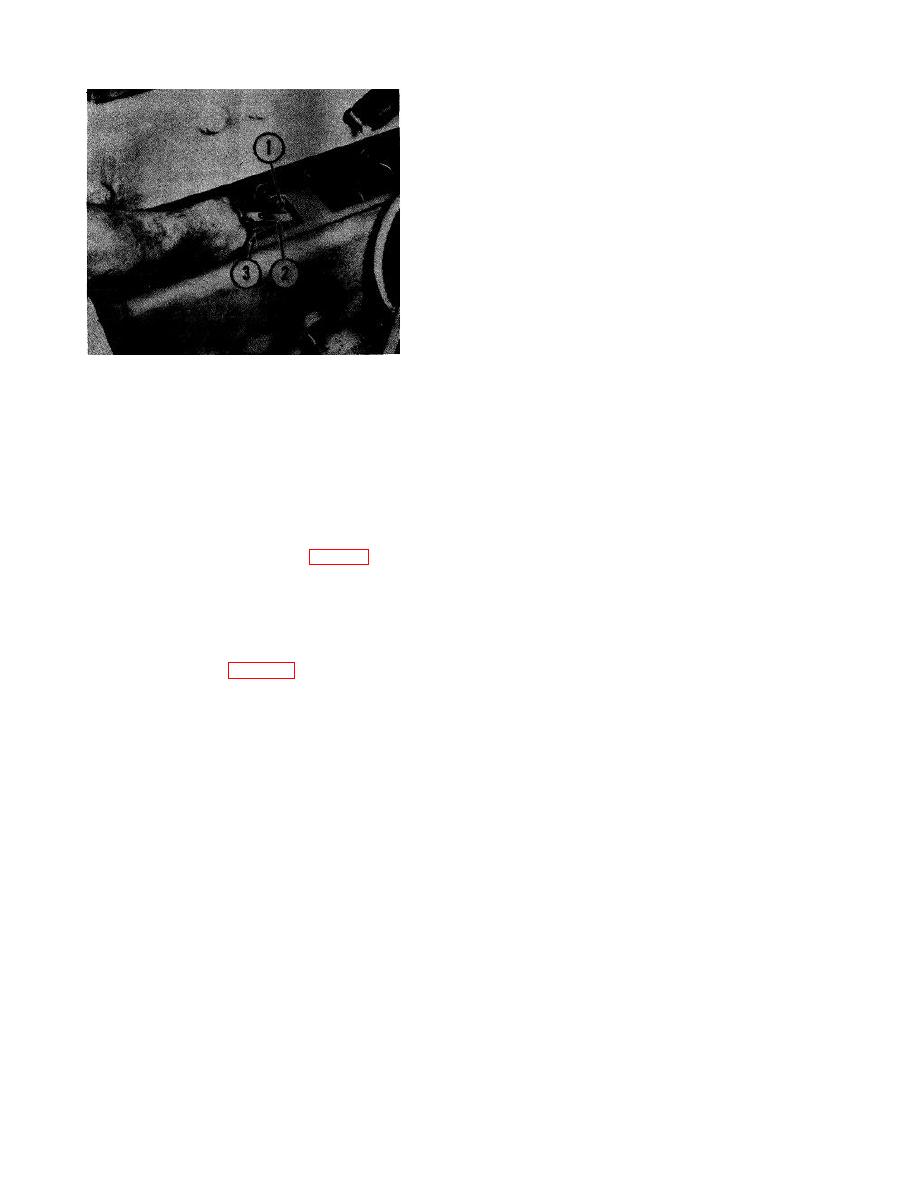
1. Camshaft bearing
intermediate bearing.
2. Feeler gouge
(6) Reverse and reassemble the tool as
3. Camshaft
shown in Operation No. 4 and remove
6115-400-35/88
and install the rear bearing.
Figure 88. Checking camshaft bearing clearance.
(7) Install the camshaft and the rest of the
(5) It is possible to remove and install
components by a direct reversal of the
camshaft bearings without removing the
removal procedure.
oil pan; however, to prevent dirt from
(8) Check the fuel injection pump timing
falling into the oil pan and to facilitate
(refer to TM 5-6115-400-12).
camshaft
bearing
removal
and
57. Pistons and Connecting Rods
installation, it is advisable to drain the oil
a. General.
and remove the oil pan (para 50).
(1) The pistons are cast aluminum alloy,
(6) Refer to figures 89 and 90 and remove
precision
machined,
cam
ground,
bearings.
balanced, and tin plated. Each piston is
c. Bearing Installation.
fitted with three compression rings and
(1) Assemble the camshaft bearing removing
one oil control ring, located above the
and installing tool with a new front bearing
piston pin. Holes are drilled through the
as shown in figure 90.
walls of the piston at the oil ring groove to
Note.
allow excess oil to return to the oil pan.
Four camshaft bearings are used.
The piston pins are full floating and are
Each bearing has an oil groove
held in place in the piston by two retainer
machined
into
the
outer
rings.
circumference, with a 1/8 inch and
(2) The connecting rods are made of drop-
3/8 inch oil hole located 180 apart.
forged, heat-treated steel, rifle-drilled for
Determine and mark the location of
pressure lubrication of the piston pin and
the oil holes in the cylinder block so
are statically and electronically balanced.
that when the new bearings are
(3) The connecting rod bearings are precision
installed, the 3/8 inch hole in the
type, replaceable without machining.
bearing will index with. the oil hole
Each half of the bearing shell is prevented
in the cylinder block. The front and
from radial movement by a tang. An oil
rear bearings are 1-7/8 inch long and
hole in the center of each shell allows oil
the intermediate bearings are 1-3/8
from
inch long. The bearings are of the
precision type and do not require
reaming after installation.
120
