
TM 5-6115-400-35
piston skirt, piston rings, and ring
(b) Remove the piston rings using a
grooves should be thoroughly
ring remover and installer tool.
inspected. Be sure oil drain holes in
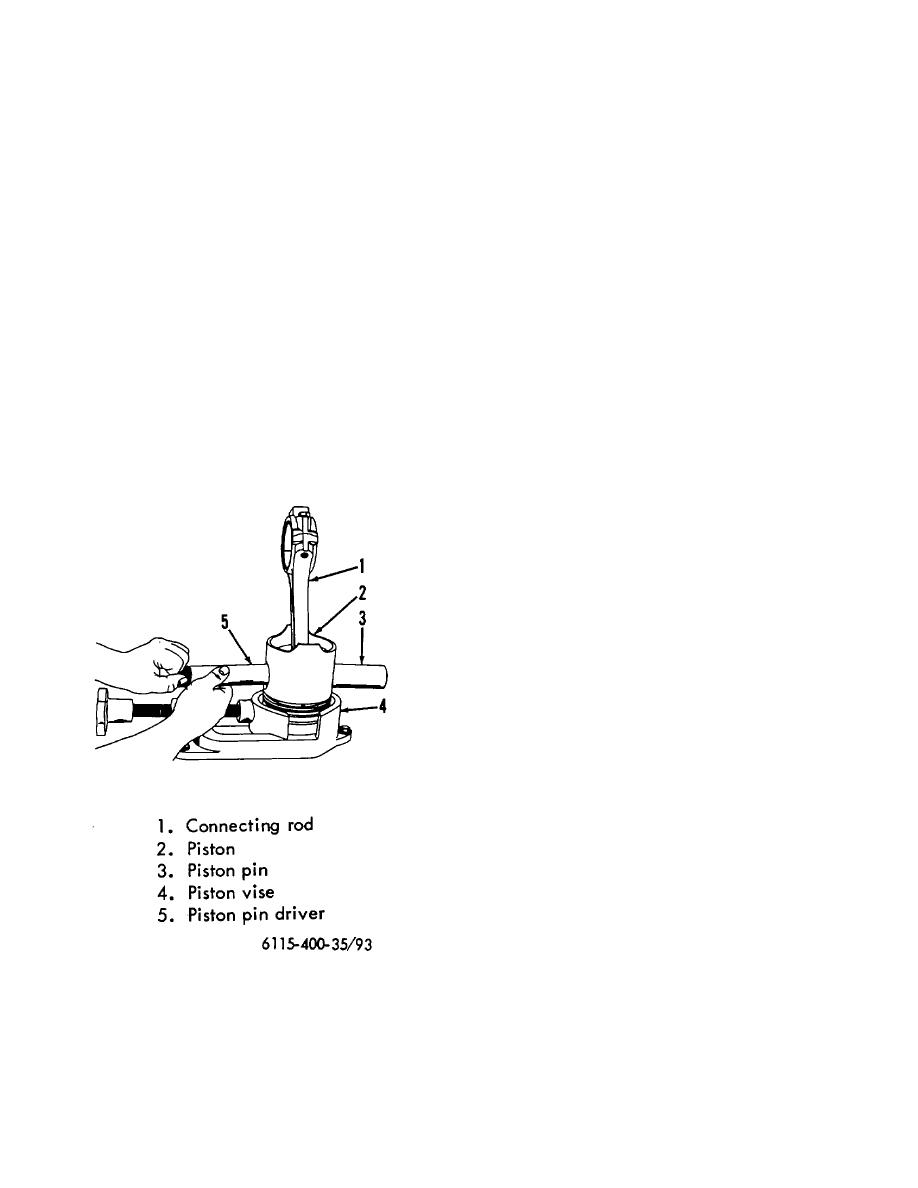
(c) Using a piston pin remover and
the oil ring grooves are open and
installer tool drive the piston pin
clean. If the cleaning solution does
from the piston. The pin should
not remove all carbon from the
drive out easily since the specified
bottom of the ring grooves, break
clearance between a new piston and
the old rings in half and use the butt
pin is .0001 inch to .0005,inch loose
ends as scrapers. Be careful to
at room temperature.
remove only carbon or foreign
(3) Piston and piston pin inspection.
material; do not scrape away any
(a) The normal pattern of wear on
metal from the side or bottom of the
pistons will show maximum wear in
ring grooves.
the compression ring grooves.
Caution.
Seldom is piston replacement
Some types of solvent contain
required because of excessive wear
chemicals injurious to aluminum
in the oil ring grooves or because
alloy.
Do not use this type of
the piston skirt or piston pin bores
cleaning agent.
are excessively worn.
(c) The piston skirt should be carefully
(b) Piston walls and ring grooves may
examined for score marks or other
be cleaned by using a solvent and
indications of improper piston
then
blowing
off
with
dry
clearance. Inspect the inside of
compressed air. After cleaning, the
pistons for cracks; scored or
cracked pistons should be replaced.
Check pistons for wear.
Note.
The skirt diameter of a new piston is
5.243 inch to 5.244 inch (measured at
right angles to piston pin and at the
bottom of the skirt); the inside
diameter of a new cylinder sleeve is
5.251 inch to 5.252 inch, giving a
running clearance from .007 inch to
.009 inch. Any deviation from these
measurements will indicate the
amount of wear on the piston and/or
the cylinder sleeve.
(d) If the piston rings are removed from
the pistons, even after a short
period of operation, do not reinstall
the same rings; in most cases, used
rings will not again seat properly.
The O.D. of new piston rings have
tool marks and reasonably rough
surfaces which allow for a fast wear-
in and seating of the rings to the
cylinder walls. After a period of
operation, the rings wear or lap
themselves to fit perfectly with the
cylinder walls and the rings "seat".
Figure 92. Removing pin from piston.
(e) If the wear in the piston
compression ring grooves does not
124
