
TM 5-6115-400-35
screws attaching the lower contact
bracket, and raise or lower the
contact bracket as required. Be
sure the points are properly lined up
and tighten the screws well after
adjustment.
(b) Point opening-Measure
the point
opening and adjust by bending the
upper armature stop.
(c) Closing Voltage-To check the
closing voltage on the cutout relay,
insert Special Testing Harness No.
1 (fig. 13) in the generator circuit,
and connect a voltmeter between T-
1 (armature) and the regulator (fig.
speed and note the voltage at which
the relay contact points close.
Adjust the closing voltage, if
necessary, by turning the adjusting
screw at the base of the cutout relay
frame. Increasing the spiral spring
d. Cleaning Contact Points. Clean contact points
tension increases the relay closing
with a fine-cut riffler file. The contact file should not be
voltage decreasing the spiral spring
allowed to become greasy and should not be used to file
tension lowers the closing voltage.
other metals. When cleaning the contact points it should
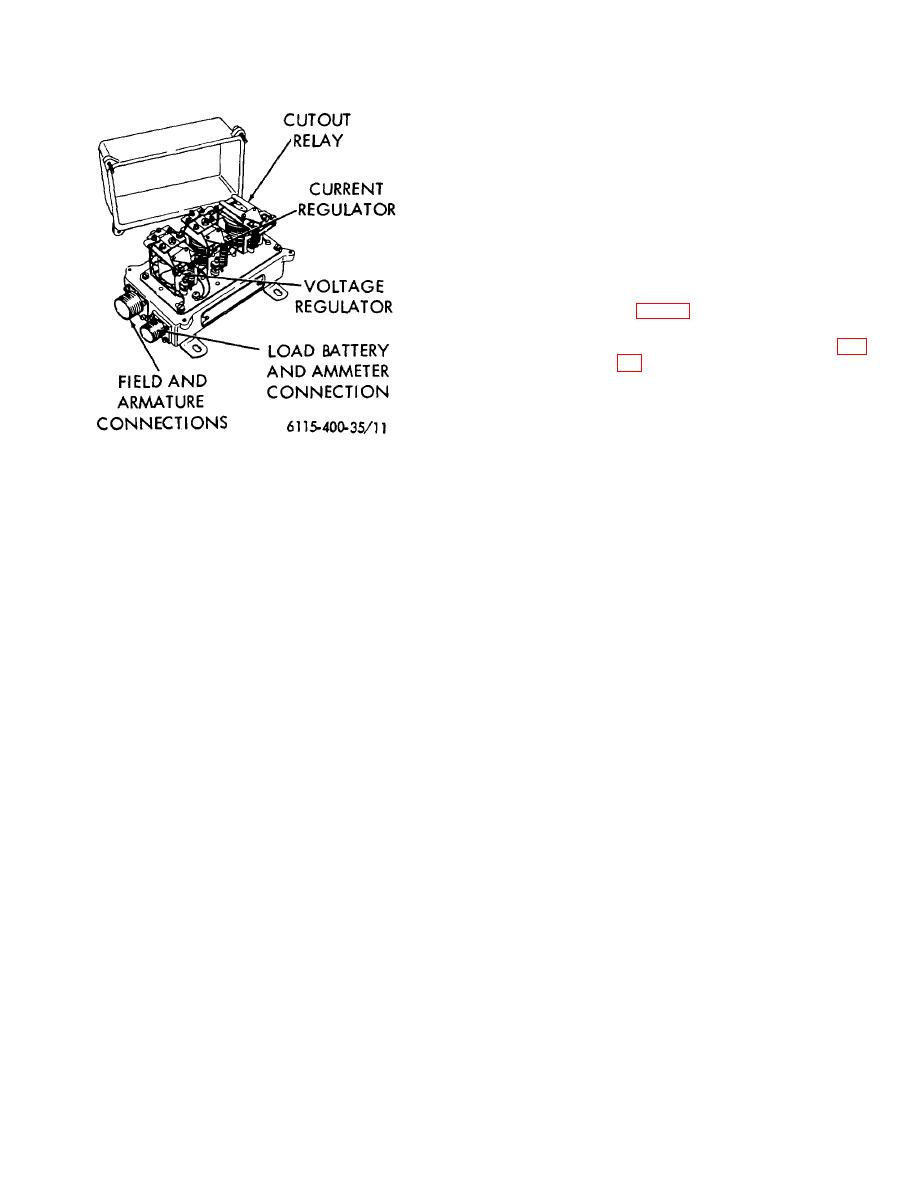
(2) Voltage Regulator.
Two checks and
be remembered that tungsten is extremely hard and
adjustments are required on the voltage
platinum is relatively soft. Platinum points should be
regulator: air gap and voltage setting.
filed very lightly to avoid excessive loss of metal. Never
Attention is called to fact that the AIR
use sandpaper or emery cloth to clean contact points.
GAP and not the POINT OPENING is
e. Regulator Checks and Adjustments (fig.12).
checked and adjusted.
(1) Cutout Relay.
Three checks and
(a) Air Gap-The air gap should be
adjustments are required on the cutout
measured between the armature
relay; air gap, point opening, and closing
and the part of the core (not the
voltage. Air gap and point opening are
residual pin in the core) next to the
checked with the battery disconnected.
residual pin, with the points just
(a) Air Gap-Measure the air gap
touching.
The proper way to
between the armature and the core-
measure this air gap is to push the
not between the brass pin in the
armature down until the points
armature and the core-with the
open, release until the points barely
contact points barely touching. If
close, then measure the air gap. Do
both sets of points do not close
not measure the gap with the flat
together, it will be necessary to
spring that supports the contact
realign the lower contact bracket
screw raised up off the fiber
slightly or to bend the spring fingers
mounting plate. To adjust, loosen
on the armature until points TM 5-
the locknut and turn the contact
115-40-3 do meet simultaneously.
Adjust air gap by loosening the two
33
