TM5-6115-593-34
NAVFAC P-8-631-34
TO-35C2-3-463-2
operating position. Tighten capscrews to
operating tension.
(b) Gauge main bearing bores horizontally,
vertically, and diagonally with dial bore
gauge or properly adjusted micrometers.
Refer to tabulated data in Chapter 1 for
dimensions.
NOTE
A boring tool may also be used to
check main bearing bore alignment. If
it is definitely determined that a main
bearing cap has been distorted, mark
block for reaming.
(4) Installation of Brass Sleeve using Boring Bar.
Proceed as follows:
NOTE
The OD of brass sleeve 163401 is
approximately 0.012 inch (0.30 mm)
larger than recommended bore. This
press fit is sufficient interference to
hold sleeve in place.
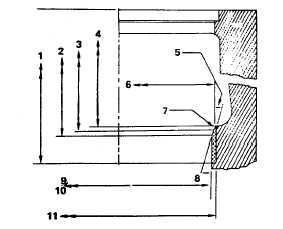
(a) Bore block as shown in figure 13-53 and
to dimensions as follows:
1. Bottom of block bore (11) is 6.361 to
6.363 inch (161.57 to 161.62 mm)
diameter, to block deck (1) is 8.565
to 8.585 inch (127.55 to 228.06
mm).
Figure 13-53. Sleeve and Block Boring
Dimensions 13-102
2. The 20-degree chamfer (5) in block
is 0.010 to 0.020 inch (0.25 to 0.51
mm).
(b) Clean all chips from block.
(c) Mix sealer of three parts glycerine to one
part litharge to a smooth paste.
(d) Wipe bore with a clean cloth and apply
sealer.
(e) Sleeve is larger than top bore. Place OD
of sleeve against top of bench and press
out-of-round just enough to push through
bore.
(f) Turn sleeve in cylinder bore so OD
chamfer is down.
(g) Provide a driver which closely pilots
sleeve and with clearance flats on
outside diameter.
(h) Index driver so flats will allow it to pass
through top bore and place driver on
sleeve.
(i) Turn so driver is on bottom and press
sleeve over driver by using a wooden
hammer handle or equivalent. This is
slightly difficult due to limited space.
(j) Coat OD of sleeve with sealer.
(k) Position driver and sleeve in chamfered
edge of bore.
(l) Place driver extension in driver; make
sure sleeve is centered in bore and tap
lightly on extension to seat driver in
sleeve and start sleeve into bore.
(m) Drive sleeve into bore of block until it
13-102