
TM 5-6115-400-35
small preload is desired. To adjust the
bearings to control shaft end play, loosen
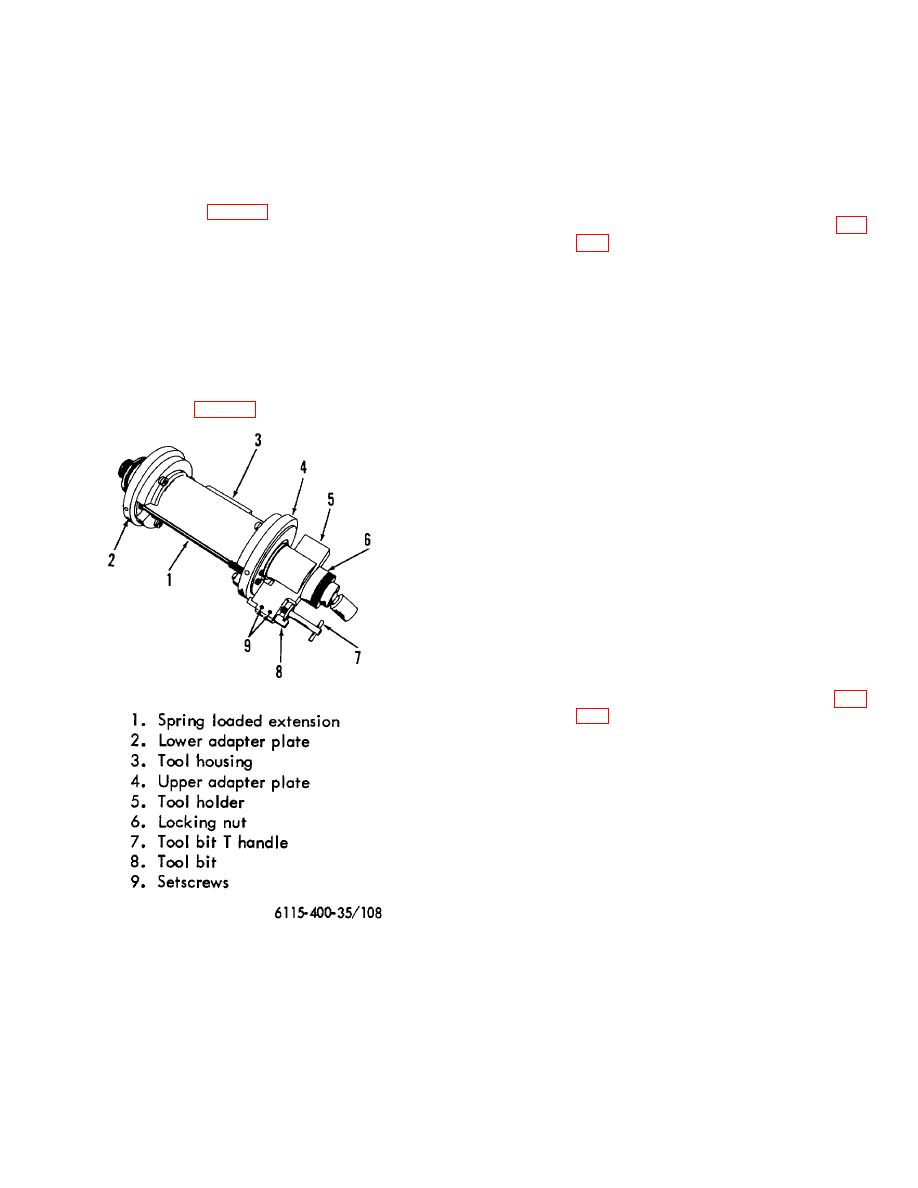
(2) Assembly of Tool.
the set screw in the bottom knurled nut
(a) Install the lower adapter plate with its
and tighten the nut by hand to remove
adjusting screw facing up and positioned
shaft end play. Retighten set screw when
in the cutout section of the tool bearing
desired adjustment is obtained.
housing (fig. 108).
(b) Install the upper adapter plate to the tool
housing so its adjusting screw is facing up
(2) Preparation of Cylinder Block for Checking and
and its access hole for installation of the
Reseating Counterbore.
extension for operating the lower adapter
(a) Thoroughly clean the top deck of the
plate adjusting set screw is positioned in
cylinder block.
line with the lower adjusting screw and in
the cutout section of the tool bearing
(b) Thoroughly clean upper and lower sleeve
housing.
bores in cylinder block; remove all scale,
rust, and carbon so upper and lower
(c) Assemble the spring loaded extension
adapter plates and their adjusting pins
between the upper and lower adapter
contact original bore diameters.
plates (fig. 108).
Caution
Failure to thoroughly clean bores
can allow tool to misalign and cut
untrue seats.
(c) Measure the present depths of the sleeve
counterbores with a depth micrometer at
the front and rear of each counterbore,
and record. The specified original depth
of the counterbore for cylinder sleeve is
.460 inch to .462 inch.
Note
Cylinder block top decks, especially
on older engines, are not necessarily
square with the sleeve bores.
(3) Installation of Tool in Block.
holder and retract the tool bit into the tool
holder by turning the tool bit "T" handle
counterclockwise as far as possible by
hand. This will raise the tool bit to a safe
position so its cutting edge cannot be
damaged while installing tool assembly in
cylinder block sleeve bores.
(b) Retract the centralizing pins in the lower
and upper adapter plates.
Figure 108. Cylinder sleeve reseating tool
assembled.
end play exists in the spindle shaft. A
142

